









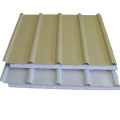
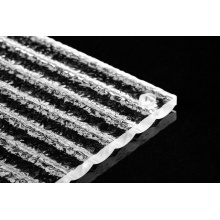
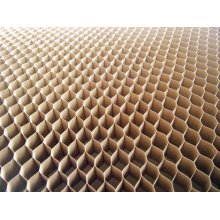
Adhésif à deux composants à base de polyuréthane pour la plastification des panneaux alvéolaires et sandwich (Flexibond 8204)
Informations de base
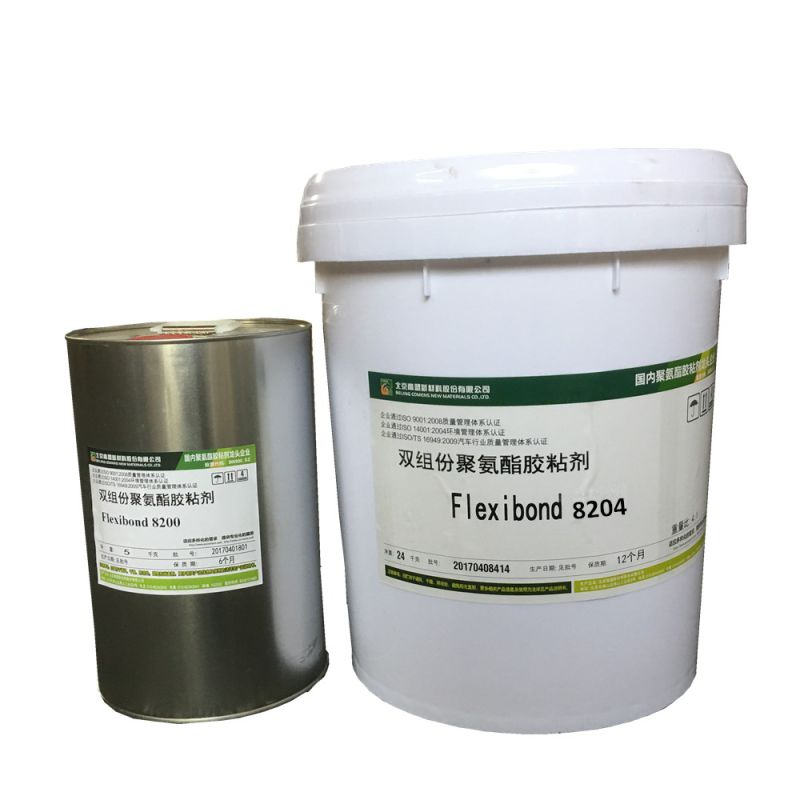
Modèle: Flexibond 8204
Description du produit
N ° de modèle: Flexibond 8204 Morphologie: Sans solvant Matière: Polyuréthane Caractéristique: Faible viscosité, bonne pénétration, un peu moussant Couleur: Jaune clair V Iscosité (après mélange): 6000-10000MPa.S (Brookfield – rvt 6/20) Pot Life (23ºC): 30-50mn Dureté Shore D: Environ 60 La couleur après le mélange: Durée de conservation jaune clair (Durcisseur): 6 Mois Transport: 24kg + 6kg / Canon, 1000kg + 250kg / tambour Origine: Chine Fonction de liaison: Adhésif structurel Application: Classification des matériaux de construction: Durcissement à la pièce et thermodurcissable Composition: Matière organique Mécanisme de durcissement: Poly Addition Ratio de mélange (en poids): 4: 1 Temps ouvert (23ºC, 50% Rh): 50-60mn Résistance au cisaillement: ≥6MPa ) Durée de conservation (résine): 12 mois Marque: Flexibond Spécification: ISO9001, ISO14001 Code SH: 3506100090 Description \ nFlexibond 8204 est un adhésif polyuréthane à deux composants qui est largement utilisé pour la fabrication de plaques, panneaux de plafond et métal partition de salles blanches. \ nIl convient à divers substrats, tels que les tôles galvanisées, les panneaux de silicate de calcium, les panneaux de verre et de magnésium, la laine de roche, la mousse PU, les panneaux de polystyrène extrudé, les panneaux phénoliques, etc. être dilaté pendant le processus de durcissement. \ n \ nCaractéristiques \ 1 (1) Excellente adhérence à divers substrats. \ n (2) Durcit rapidement, raccourcit le temps de prise de chaleur ou de froid. \ n (3) pourcentage de mousse 50-100%, avantages pour combler les fissures entre les substrats. \ n (4) Sans solvant, respectueux de l'environnement. \ n (5) Bonne résistance à l'humidité et à la chaleur. \ nDonnées techniques du Flexibond 8204
Image détaillée \ n 
 \ n \ n \ nApplication \ n (1) Préparation: \ nPréparez un tambour propre et sec pour mélanger l'adhésif. \ nOutil de mélange: Bâtons pour le mélange manuel ou le batteur électrique. \ nEchelle électronique: il serait préférable que la balance électronique puisse poids exact à une décimale. \ n \ n (2) Substrats Traitement de surface: \ nLes substrats doivent être propres et secs, sans graisse, poussière ou autres contaminations. Les substrats peuvent être nettoyés avec de l'alcool ou de l'acétone. Si la surface métallique est recouverte d'un apprêt ou si la surface est polie, l'adhérence peut être améliorée de manière significative. \ N \ n (3) Flexibond 8204 / Flexibond 8200 = 4: 1 \ nLa résine (8204) doit être agitée uniformément avant est mélangé avec le durcisseur (8200). Mélanger les deux composants uniformément. Mélanger pendant 1-2 minutes après avoir bien mélangé la couleur des deux composants. Utilisez le mélangeur le plus tôt possible avant de pouvoir utiliser le pot, ou moins de principe peut être utilisé. \ N \ n (4) Revêtement adhésif: \ nL'adhésif peut être enduit manuellement avec un épandeur, des rouleaux ou des grattoirs dentelés. L'adhésif doit être enduit uniformément sur la surface du substrat. La posologie recommandée est 200-400G / M2. La posologie varie en fonction de la rugosité de la surface du substrat. \ NL'adhésif doit être enduit dans sa durée de vie. \ N \ n (5) En appuyant sur: les substrats enduits d'adhésif doivent être pressés pendant le temps ouvert ou la force d'adhérence être affecté. Augmenter la pression de mélange aussi haut que possible sans affecter la formation du matériau. La vitesse de durcissement est plus lente et le pressage prend plus de temps car la température est plus basse; La vitesse de durcissement est plus rapide et le pressage prend moins de temps car la température est plus élevée. Le temps de pressage est de 4 heures sous 23. \ n \ n (7) Conditions de travail \ nCondition de travail recommandée: Température 5-30, humidité relative
\ n \ n \ nApplication \ n (1) Préparation: \ nPréparez un tambour propre et sec pour mélanger l'adhésif. \ nOutil de mélange: Bâtons pour le mélange manuel ou le batteur électrique. \ nEchelle électronique: il serait préférable que la balance électronique puisse poids exact à une décimale. \ n \ n (2) Substrats Traitement de surface: \ nLes substrats doivent être propres et secs, sans graisse, poussière ou autres contaminations. Les substrats peuvent être nettoyés avec de l'alcool ou de l'acétone. Si la surface métallique est recouverte d'un apprêt ou si la surface est polie, l'adhérence peut être améliorée de manière significative. \ N \ n (3) Flexibond 8204 / Flexibond 8200 = 4: 1 \ nLa résine (8204) doit être agitée uniformément avant est mélangé avec le durcisseur (8200). Mélanger les deux composants uniformément. Mélanger pendant 1-2 minutes après avoir bien mélangé la couleur des deux composants. Utilisez le mélangeur le plus tôt possible avant de pouvoir utiliser le pot, ou moins de principe peut être utilisé. \ N \ n (4) Revêtement adhésif: \ nL'adhésif peut être enduit manuellement avec un épandeur, des rouleaux ou des grattoirs dentelés. L'adhésif doit être enduit uniformément sur la surface du substrat. La posologie recommandée est 200-400G / M2. La posologie varie en fonction de la rugosité de la surface du substrat. \ NL'adhésif doit être enduit dans sa durée de vie. \ N \ n (5) En appuyant sur: les substrats enduits d'adhésif doivent être pressés pendant le temps ouvert ou la force d'adhérence être affecté. Augmenter la pression de mélange aussi haut que possible sans affecter la formation du matériau. La vitesse de durcissement est plus lente et le pressage prend plus de temps car la température est plus basse; La vitesse de durcissement est plus rapide et le pressage prend moins de temps car la température est plus élevée. Le temps de pressage est de 4 heures sous 23. \ n \ n (7) Conditions de travail \ nCondition de travail recommandée: Température 5-30, humidité relative
| ComponentA(Resin) | ComponentB(Hardener) | |
| Curing mechanism | Poly addition | |
| Chemical base | Multiplehydroxyl compound | PAPI |
| Color | White | Brown |
| The coloraftermixing | Light yellow | |
| Density (beforecuring) | 1.6 g/cm3 | 1.2 g/cm3 |
| Viscosity | 25000-30000mpa.s (Brookfield - RVT 6/20) | 200-300mpa.s (Brookfield - RVT 2/50) |
| Viscosity (aftermixing) | 6000-10000mpa.s (Brookfield-RVT 6/20) | |
| Mixingratio (by weight) | 100 | 25 |
| Pot life | 30-50 mins | |
| Open time (23, 50%RH) | 50-60 mins | |
| HardnessshoreD(GB/T 531-2008) | Approx 60 | |
| Shear strength (GB/T 7124-2008) | ≥6Mpa (Aluminum alloy) | |
| Shelflife (unopened below 25) | 12months | 6months |

 \ n \ n \ nApplication \ n (1) Préparation: \ nPréparez un tambour propre et sec pour mélanger l'adhésif. \ nOutil de mélange: Bâtons pour le mélange manuel ou le batteur électrique. \ nEchelle électronique: il serait préférable que la balance électronique puisse poids exact à une décimale. \ n \ n (2) Substrats Traitement de surface: \ nLes substrats doivent être propres et secs, sans graisse, poussière ou autres contaminations. Les substrats peuvent être nettoyés avec de l'alcool ou de l'acétone. Si la surface métallique est recouverte d'un apprêt ou si la surface est polie, l'adhérence peut être améliorée de manière significative. \ N \ n (3) Flexibond 8204 / Flexibond 8200 = 4: 1 \ nLa résine (8204) doit être agitée uniformément avant est mélangé avec le durcisseur (8200). Mélanger les deux composants uniformément. Mélanger pendant 1-2 minutes après avoir bien mélangé la couleur des deux composants. Utilisez le mélangeur le plus tôt possible avant de pouvoir utiliser le pot, ou moins de principe peut être utilisé. \ N \ n (4) Revêtement adhésif: \ nL'adhésif peut être enduit manuellement avec un épandeur, des rouleaux ou des grattoirs dentelés. L'adhésif doit être enduit uniformément sur la surface du substrat. La posologie recommandée est 200-400G / M2. La posologie varie en fonction de la rugosité de la surface du substrat. \ NL'adhésif doit être enduit dans sa durée de vie. \ N \ n (5) En appuyant sur: les substrats enduits d'adhésif doivent être pressés pendant le temps ouvert ou la force d'adhérence être affecté. Augmenter la pression de mélange aussi haut que possible sans affecter la formation du matériau. La vitesse de durcissement est plus lente et le pressage prend plus de temps car la température est plus basse; La vitesse de durcissement est plus rapide et le pressage prend moins de temps car la température est plus élevée. Le temps de pressage est de 4 heures sous 23. \ n \ n (7) Conditions de travail \ nCondition de travail recommandée: Température 5-30, humidité relative
\ n \ n \ nApplication \ n (1) Préparation: \ nPréparez un tambour propre et sec pour mélanger l'adhésif. \ nOutil de mélange: Bâtons pour le mélange manuel ou le batteur électrique. \ nEchelle électronique: il serait préférable que la balance électronique puisse poids exact à une décimale. \ n \ n (2) Substrats Traitement de surface: \ nLes substrats doivent être propres et secs, sans graisse, poussière ou autres contaminations. Les substrats peuvent être nettoyés avec de l'alcool ou de l'acétone. Si la surface métallique est recouverte d'un apprêt ou si la surface est polie, l'adhérence peut être améliorée de manière significative. \ N \ n (3) Flexibond 8204 / Flexibond 8200 = 4: 1 \ nLa résine (8204) doit être agitée uniformément avant est mélangé avec le durcisseur (8200). Mélanger les deux composants uniformément. Mélanger pendant 1-2 minutes après avoir bien mélangé la couleur des deux composants. Utilisez le mélangeur le plus tôt possible avant de pouvoir utiliser le pot, ou moins de principe peut être utilisé. \ N \ n (4) Revêtement adhésif: \ nL'adhésif peut être enduit manuellement avec un épandeur, des rouleaux ou des grattoirs dentelés. L'adhésif doit être enduit uniformément sur la surface du substrat. La posologie recommandée est 200-400G / M2. La posologie varie en fonction de la rugosité de la surface du substrat. \ NL'adhésif doit être enduit dans sa durée de vie. \ N \ n (5) En appuyant sur: les substrats enduits d'adhésif doivent être pressés pendant le temps ouvert ou la force d'adhérence être affecté. Augmenter la pression de mélange aussi haut que possible sans affecter la formation du matériau. La vitesse de durcissement est plus lente et le pressage prend plus de temps car la température est plus basse; La vitesse de durcissement est plus rapide et le pressage prend moins de temps car la température est plus élevée. Le temps de pressage est de 4 heures sous 23. \ n \ n (7) Conditions de travail \ nCondition de travail recommandée: Température 5-30, humidité relative Groupes de Produits : Adhésif Pu Pour Meubles Et Matériaux De Construction
Premium Related Products








autres produits


Produits phares
Joint d'étanchéité à neutrons à neutrons neutres à usage multipleCsj-613 Silicone Sealant pour StoneC-891 Scellant SanitaireDeux composants Silicon Sealant pour isoler le joint de verre et l'articulationScellant Silicone Pierre Haute QualitéMastic silicone à usage général acétiqueExcellent scellant de silicone avec prix compétitifNon polluant Granite Silicone SealantScellant en silicone à un composant rapideAnti-Mildew Sealant pour cuisine et salle de bains (C-891)Scellant Acetoxy Silicone à usage général C-363Scellant en silicone à deux composants pour le verre isolantScellant en silicone résistant aux intempéries haute performance pour toit de lucarne en PVCScellant de silicone structuré pour panneaux composites en aluminiumScellant de silicone structurant rapide pour le réservoir de poisson en verreScellant en silicone neutre à durcissement rapide pour une large gamme de portes et de fenêtres en aluminium